

Принцип тактильного слежения и направления шва
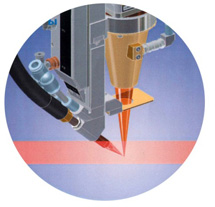 Ключевая технология оборудования SCANSONIC – принцип тактильного слежения и направления шва дополнительной проволокой. Разработанный и запатентованный компанией метод основывается на следующем принципе: дополнительная присадочная проволока, используемая при сварке и пайке, выполняет одновременно и роль механического щупа. Постоянно вдавливаемая в стык и расплавляемая в точке горения лазерного луча, она позиционирует и точно ведет лазерную головку по шву. Таким образом, дополнительная проволока постоянно находится в месте соединения деталей и выступает в качестве самообновляющегося ведущего элемента, расположенного в фокусе лазера и обеспечивающего постоянную высокую точность. При отклонениях прохождения шва от стыка, система автоматически корректирует положение фокуса лазера, как по горизонтали, так и по вертикали, наводя ее на стык. Так как контур шва постоянно тестируется по кромке в месте плавления, необходимость в компенсации опережения отпадает.
Ключевая технология оборудования SCANSONIC – принцип тактильного слежения и направления шва дополнительной проволокой. Разработанный и запатентованный компанией метод основывается на следующем принципе: дополнительная присадочная проволока, используемая при сварке и пайке, выполняет одновременно и роль механического щупа. Постоянно вдавливаемая в стык и расплавляемая в точке горения лазерного луча, она позиционирует и точно ведет лазерную головку по шву. Таким образом, дополнительная проволока постоянно находится в месте соединения деталей и выступает в качестве самообновляющегося ведущего элемента, расположенного в фокусе лазера и обеспечивающего постоянную высокую точность. При отклонениях прохождения шва от стыка, система автоматически корректирует положение фокуса лазера, как по горизонтали, так и по вертикали, наводя ее на стык. Так как контур шва постоянно тестируется по кромке в месте плавления, необходимость в компенсации опережения отпадает.
На сегодняшний день это наиболее эффективный метод, обеспечивающий высокое качество угловых и отбортованных швов. Данный метод не требует изменений в процессе управления робототехникой, что позволяет вводить технологии SCANSONIC в готовые автоматизированные процессы производства в короткие сроки. Техника SCANSONIC четко работает с различными системами управления: посредством цифровых входов/выходов и шин DeviceNet, Interbus или Profibus.
Существенное преимущество метода направления шва заключается в его независимости от отражений, освещения и различий в поверхностях деталей. Метод позволяет обрабатывать сложные и труднодоступные трехмерные поверхности и малые радиусы деталей. При этом рабочая поверхность хорошо видима, что позволяет следить за процессом в целом.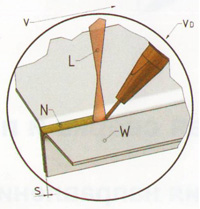
L – лазерный луч
N – шов
s – зазор
v – движение
Vd – подача припоя
W - деталь
Преимущества метода тактильного слежения
Преимущества для конструкций и дизайна
o возможность ведения комплексного соединения частей и обработки малых радиусов, что ведет к большей свободе при выборе конструкции изделия
o части могут конструироваться с минимальными затратами материалов и целенаправленно на прямое предназначение изделия
o возможность оптимизации хода шва и условий испарения для получения шва высокого качества и нагрузки
o возможность преодоления промежутков
o большая свобода при конструировании места расположения и прохождения соединений отдельных частей детали
Преимущества при сборке
o интуитивная оценка прохождения шва обслуживающим персоналом
o полная видимость рабочей поверхности и места соединения
o механический процесс соединения высоко устойчив к различным помехам (перегрев, загрязнение, пар и т.д.)
Преимущества для конечного продукта
o долгая служба и устойчивость к высоким нагрузкам соединений
o высокая прочность и стабильность деталей
o повышение устойчивости кузовов в экстремальных ситуациях
o повышение безопасности и улучшение ездовых качеств автомобиля
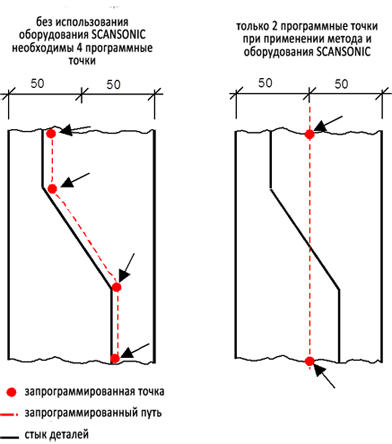
Упрощенное 2-х точечное программирование
Преимущества упрощенного программирования
o самовыравнивание отклонений
o полное исключение ошибок из-за неровностей
Возможность обработки различных типов соединений
| форма шва | примеры |
| угловой шов | 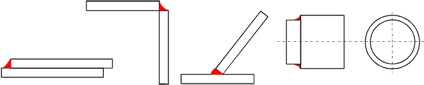 |
| отбортованный шов | 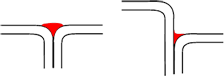 |
| стыковое соединение | |
| астатический шов | 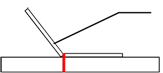 всегда с дополнительной поверхностью всегда с дополнительной поверхностью |
| тавровое соединение |  |
 | |
| угловой шов соединения с нахлестом | угловой шов соединения с отбортовкой |
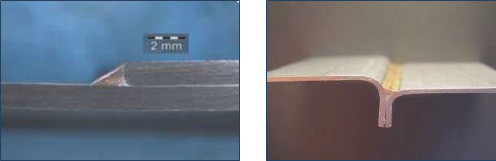
Демонстрация результата с использованием системы слежения и без нее
